G40/41/42 - Werkzeugradiuskorrektur mit den Funktionen |
  
|
G40/41/42 - Werkzeugradiuskorrektur mit den Funktionen |
|
cncGraF Pro unterstützt die Befehle G40, G41 und G42. Nachdem eine DIN 66025 Datei geladen wurde in deren Befehle G41/G42 enthalten sind, erscheint ein Radiuskorrektur Dialogfenster.
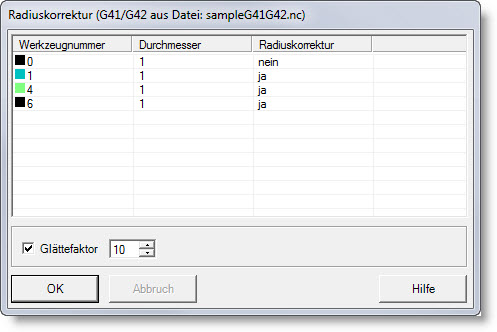
Im Radiuskorrektur-Dialogfenster für G41/G42 kann nur der Durchmesser und Glättefaktor angegeben werden.
Damit die Radiuskorrektur fehlerfrei ist, müssen folgende Regeln beachtet werden.
•Das Werkzeug wird mit der einfachen Z Fahrt nach unten gesenkt, ein Eintauchen und Austauchen wird von der Radiuskorrektur zur Zeit nicht unterstützt.
•Bahnkorrektur-Aufruf (Befehl G41 oder G42) wird erst dann aufgerufen wenn das Werkzeug bereits gesenkt wurde (siehe Beispiel 7: Zeile N70 und N80).
•Bahnkorrektur wird gelöscht bevor Werkzeug gehoben wird (siehe Beispiel 7: Zeile N110).
Beispiel |
|---|
N10 T1 D3 (Angabe der Werkzeugnummer und des Werkzeugdurchmessers) N15 G00 Z20.0 (Werkzeug wird gehoben) N20 M03 N30 G00 X15.200 Y60.0 N40 G01 X20.0 Y60.0 N50 G00 Z1.0 N60 F75 N70 G01 Z-4.0 (Werkzeug wird gesenkt)
N80 G41 G03 X100.0 Y60.0 I40.0 J0.0 (Bahnkorrektur- Aufruf, Werkzeug links von der Kontur) N90 G03 X20.0 Y60.0 I-40.0 J0.0
N110 G00 G40 Z20.0 (Bahnkorrektur wird deaktiviert und das Werkzeug gehoben)
N120 G00 X0.0 Y0.0 N130 G00 Z1.0 N140 M30 (Ende des Programms) |
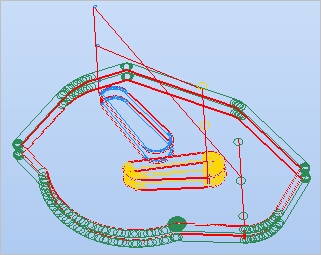
•Die berechnete Bahnkorrektur sollte unbedingt in der 3D Ansicht/Simulation überprüft werden.
Weitere Beispiele befinden sich im cncGraF Pro Programmverzeichnis "Examples".
Die NC Datei "sample2G41G42.nc" hat mehrere Werkzeuge und 2 Schichten.