Werkzeugwechsler |
  
|
Werkzeugwechsler |
|
In der hier abgebildeten Maske werden alle Einstellungen des Werkzeugwechslers vorgenommen.
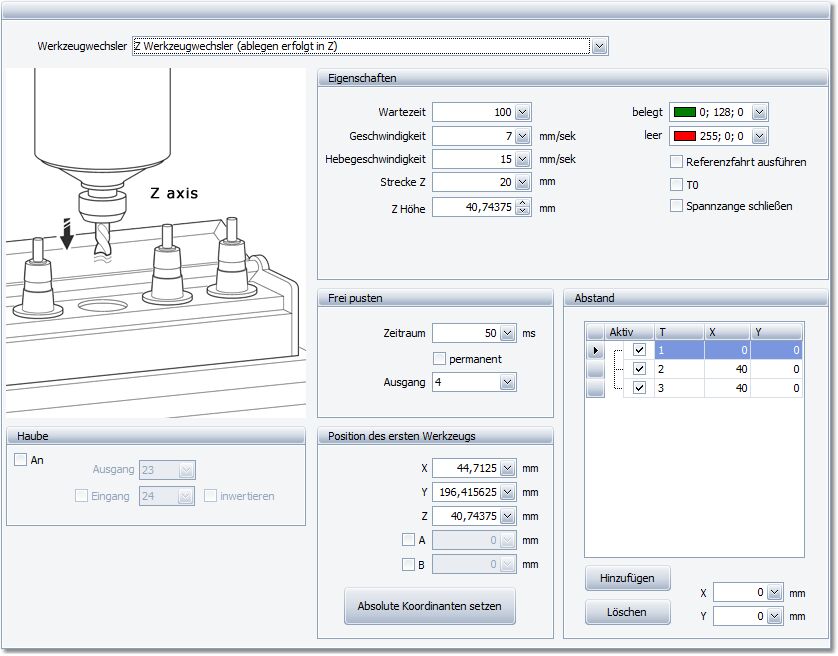
Einrichtung des Z Werkzeugwechslers:
1.Eigenschaften
Unter "Eigenschaften" werden die Parameter Wartezeit, Geschwindigkeit, Hebegeschwindigkeit, Strecke Z und Z Höhe definiert. Außerdem können Sie hier auswählen, ob nach jedem Greif- bzw. Abgabevorgang eine Referenzfahrt ausgeführt werden soll. Desweiteren kann bestimmt werden, dass die Werkzeugnummern bei T0 beginnen .
Wartezeit:
Die Wartezeit definiert, wie lange die Spindel über der Werkzeugposition verharren soll bis die nächste Aktion ausgeführt wird. Diese Zeit stellt den Zeitraum dar, den die Spannzange benötigt um das Werkzeug zu greifen oder freizugeben. Dies kann von Hersteller zu Hersteller unterschiedlich ausfallen. Wenn keine Angaben seitens des Hersteller vorhanden sind, ermitteln Sie die Zeitspanne durch Testen.
Geschwindigkeit:
Dieser Parameter bestimmt, mit welcher Geschwindigkeit das Werkzeug in den Werkzeugwechsler eingefahren wird. Der Wert ist möglichst niedrig zu wählen, um evtl. Beschädigung des Werkzeugs oder des Wechslers zu vermeiden und der Maschine genügend Zeit für das Abbremsen zu geben.
Hebegeschwindigkeit:
Die Hebegeschwindigkeit gibt an, wie schnell das Werkzeug aus dem Wechsler entnommen werden kann. Diese kann durchaus höher sein als die Einfahrgeschwindigkeit (hierbei ist die max. Geschwindigkeit der Maschine zu berücksichtigen).
Strecke Z:
Dieser Wert gibt den Bereich an, in dem das Werkzeug mit langsamer Geschwindigkeit bis zum Stillstand in den Werkzeugwechsler einfährt. Ermitteln können Sie den Wert, indem Sie die Maschine bis zur Startposition der Langsamfahrt in Z manuell verfahren. Anschließend setzen Sie den relativen Z-Wert im Hauptfenster, wie bereits im Abschnitt "Abtaster" beschrieben, auf null. Nun können Sie die Z-Achse so lange verfahren, bis Sie die Endposition des Werkzeugs im Halter erreicht haben. Den Wert, den Sie nun unter RZ ablesen können, entspricht dem Wert "Strecke Z".
Z Höhe:
Mit diesem Wert wird die sichere Flughöhe in der Z-Achse angegeben, mit der die Maschine das Werkzeug anfährt. Dieser Wert kann nicht niedriger gewählt werden als der Z-Wert, der unter "Position des ersten Werkzeugs" für Z eingetragen wurde. Wird doch ein niedrigerer Wert eingetragen, setzt cncGraF Pro diesen Wert automatisch auf den unter "Position des ersten Werkzeugs" eingetragenen Z-Wert zurück.
Unter "Eigenschaften" können Sie auch die Farbe einstellen, die angezeigt werden soll, wenn eine Position des Werkzeugwechslers belegt ist oder nicht. Außerdem können Sie festlegen, ob vor dem Ablegen eines Werkzeugs eine Referenzfahrt gemacht werden soll. Diese Option ist in dem Fall sinnvoll, wenn die Maschine während der Bearbeitung eines Werkstücks Schritte verloren hat und somit die Position des Werkzeugwechslers nicht mehr korrekt angefahren werden kann. Wenn Sie ein Häkchen vor T0 setzen, beginnt die Werkzeugnumerierung bei T0 (normalerweise beginnen in DIN-ISO Dateien die Werkzeuge mit T1). Eine weitere Funktion ist "Spannzange schließen". Ist diese Funktion gesetzt, schließt die Spannzange nach jedem Greif- und Abgabevorgang (verhindert das ständige ausblasen von Druckluft).
2.Frei pusten
Hier können Sie zunächst festlegen, über welchen Ausgang die "Frei pusten"-Funktion ausgeführt wird. Sie könne wählen ob die Funktion permanent ausgeführt werden soll oder Sie geben einen bestimmten Zeitraum an. "Frei pusten" ist dafür vorgesehen, um die Greifzange von Materialrückständen zu befreien, sie kann jedoch auch dazu verwendet werden, eine Abdeckung des Werkzeugwechslers zu steuern.
3.Position des ersten Werkzeugs
In diesem Bereich tragen Sie die Position des ersten Werkzeugs im Werkzeughalter ein. Hier haben Sie zwei Möglichkeiten die Werte zu ermitteln.
1.Manuelles Messen
Sie messen die Position, ausgehend vom absoluten Nullpunkt, der Maschine in X und Y und zur Bestimmung des Z-Wertes messen Sie von der Oberfläche des Werktisches bis zu der Position, die Sie als Startpunkt für die langsame Fahrt festlegen möchten. Wird diese Z-Position erreicht, wechselt die Maschine auf den unter "Geschwindigkeit" angegebenen Vorschub.
2.Messung durch manuelles Verfahren der Maschine
Hierzu verfahren Sie die Maschine bis zur exakten Position der ersten Werkzeugaufnahme (in Z bis zur Startposition der langsamen Fahrt) des Wechslers und klicken anschließend mit der linken Maustaste auf "Absolute Koordinaten setzten". Hierdurch werden die X-, Y- und Z-Koordinaten automatisch in die entsprechenden Felder eingesetzt.
4.Abstand
Hier fügen Sie nun, durch klicken der Taste "Hinzufügen", das erste Werkzeug der Werkzeugliste hinzu (die Werte für X und Y bleiben auf 0). Im nächsten Schritt fügen sie auf die selbe Weise eine weitere Werkzeugposition hinzu, jedoch mit dem unterschied, dass Sie nun einen Wert (zentrischer Abstand von Werkzeug 1 zum nächsten Werkzeug) für X oder Y angeben müssen - je nach Positionierung des Werkzeugwechslers müssen Sie einen Wert für X oder einen Wert für Y eingeben. Diesen Prozess wiederholen Sie so oft, bis sie die maximale Zahl der zu verwendenden Werkzeuge erreicht haben. Haben sie die Eingabe der Parameter beendet, erscheint im Arbeitsbereich des Hauptfenster der Werkzeugwechsler.
Einrichtung des X, Y Werkzeugwechslers
1. Eigenschaften
Unter "Eigenschaften" werden die Parameter Wartezeit, Geschwindigkeit, Hebegeschwindigkeit, Strecke Z, Fahren in (X o. Y) und Strecke X/Y definiert. Außerdem könne Sie hier auswählen, ob nach jedem Greif- bzw. Abgabevorgang eine Referenzfahrt ausgeführt werden soll. Desweiteren kann bestimmt werden, dass die Werkzeugnummern bei T0 beginnen.
Wartezeit:
Die Wartezeit definiert, wie lange die Spindel über der Werkzeugposition verharren soll bis die nächste Aktion ausgeführt wird. Diese Zeit stellt den Zeitraum dar, den die Spannzange benötigt um das Werkzeug zu greifen oder freizugeben. Dies kann von Hersteller zu Hersteller unterschiedlich ausfallen. Wenn keine Angaben seitens des Hersteller vorhanden sind, ermitteln Sie die Zeitspanne durch Testen.
Geschwindigkeit:
Dieser Parameter bestimmt, mit welcher Geschwindigkeit das Werkzeug in den Werkzeugwechsler eingefahren wird. Der Wert ist möglichst niedrig zu wählen, um evtl. Beschädigung des Werkzeugs oder des Wechslers zu vermeiden und der Maschine genügend Zeit für das Abbremsen zu geben.
Hebegeschwindigkeit:
Die Hebegeschwindigkeit gibt an, wie schnell das Werkzeug aus dem Wechsler entnommen werden kann. Diese kann durchaus höher sein als die Einfahrgeschwindigkeit (hierbei ist die max. Geschwindigkeit der Maschine zu berücksichtigen).
Strecke Z:
Dieser Wert gibt den Bereich an, in dem das Werkzeug mit langsamer Geschwindigkeit bis zum Stillstand auf die Z-Position fährt, an der das Werkzeug gegriffen werden kann. Ermitteln können Sie den Wert, indem Sie die Maschine bis zur Startposition der Langsamfahrt in Z manuell verfahren. Anschließend setzen Sie den relativen Z-Wert im Hauptfenster, wie bereits im Abschnitt "Abtaster" beschrieben, auf null. Nun können Sie die Z-Achse so lange verfahren, bis Sie die Greifposition des Werkzeugs im Halter erreicht haben. Der Wert, den Sie nun unter RZ ablesen können, entspricht dem Wert "Strecke Z".
Fahren in:
Hier wird je nach Positionierung des Werkzeugwechslers ausgewählt, in welcher Achse (X oder Y) das Werkzeug in den Halter eingefahren wird.
Strecke X/Y:
Hier wird angegeben, wie lang der weg
|
Bei diesem Parameter handelt es sich um eine relative Positionsangabe. Das bedeutet, dass je nach Positionierung des Werkzeugwechslers, der Wert für X bzw. Y positiv oder negativ eingetragen werden muss. |
Unter "Eigenschaften" können Sie auch die Farbe einstellen, die angezeigt werden soll, wenn eine Position des Werkzeugwechslers belegt ist oder nicht. Außerdem können Sie festlegen, ob vor dem Ablegen eines Werkzeugs eine Referenzfahrt gemacht werden soll. Diese Option ist in dem Fall sinnvoll, wenn die Maschine während der Bearbeitung eines Werkstücks Schritte verloren hat und somit die Position des Werkzeugwechslers nicht mehr korrekt angefahren werden kann. Wenn Sie ein Häkchen vor T0 setzen, beginnt die Werkzeugnumerierung bei T0 (normalerweise beginnen in DIN-ISO Dateien die Werkzeuge mit T1). Eine weitere Funktion ist "Spannzange schließen". Ist diese Funktion gesetzt, schließt die Spannzange nach jedem Greif- und Abgabevorgang (verhindert das ständige ausblasen von Druckluft).
2. Frei pusten
Hier können Sie zunächst festlegen, über welchen Ausgang die "Frei pusten"-Funktion ausgeführt wird. Sie könne wählen ob die Funktion permanent ausgeführt werden soll oder Sie geben einen bestimmten Zeitraum an. "Frei pusten" ist dafür vorgesehen, um die Greifzange von Materialrückständen zu befreien, sie kann jedoch auch dazu verwendet werden, eine Abdeckung des Werkzeugwechslers zu steuern.
3. Position des ersten Werkzeugs
In diesem Bereich tragen Sie die Position des ersten Werkzeugs im Werkzeughalter ein. Hier haben Sie zwei Möglichkeiten die Werte zu ermitteln.
1. Manuelles Messen
Sie messen die Position, ausgehend vom absoluten Nullpunkt, der Maschine in X und Y und zur Bestimmung des Z-Wertes messen Sie von der Oberfläche des Werktisches bis zur Oberkante des Werkzeugwechslers
2. Messung durch manuelles Verfahren der Maschine
Hierzu verfahren Sie die Maschine bis zur exakten Position der ersten Werkzeugaufnahme (in X bzw. Y und Z bis zur Startposition der langsamen Fahrt) des Wechslers und klicken anschließend mit der linken Maustaste auf "Absolute Koordinaten setzten". Hierdurch werden die X-, Y- und Z-Koordinaten automatisch in die entsprechenden Felder eingesetzt.
4. Abstand
Hier fügen Sie nun, durch klicken der Taste "Hinzufügen", das erste Werkzeug der Werkzeugliste hinzu (die Werte für X und Y bleiben auf 0). Im nächsten Schritt fügen sie auf die selbe Weise eine weitere Werkzeugposition hinzu, jedoch mit dem unterschied, dass Sie nun einen Wert (zentrischer Abstand von Werkzeug 1 zum nächsten Werkzeug) für X oder Y angeben müssen - je nach Positionierung des Werkzeugwechslers müssen Sie einen Wert für X oder einen Wert für Y eingeben. Diesen Prozess wiederholen Sie so oft, bis sie die maximale Zahl der zu verwendenden Werkzeuge erreicht haben. Haben sie die Eingabe der Parameter beendet, erscheint im Arbeitsbereich des Hauptfenster der Werkzeugwechsler.
Haube
Diese Funktion öffnet und schließt eine Haube des Werkzeugwechsler. Um die Haube zu öffnen muss ein Ausgang definiert werden. Über ein Eingang kann geprüft werden ob die Haube tatsächlich geöffnet worden ist.
Weitere Einstellungen können Sie im Menü "Sicherheitseinstellungen" vornehmen.