Radiuskorrektur |
  
|
Radiuskorrektur |
|
Bei der Radiuskorrektur handelt es sich um eine Funktion, mit der festgelegt wird, ob das Werkzeug links oder rechts zum Vektor der Zeichnung versetzt wird.
cncGraF Pro kann die Radiuskorrektur links, rechts, innen und außen durchführen.
In der folgenden Tabelle sind die einzelnen Funktionen der Radiuskorrektur aufgeführt.
Beschreibung |
Taste |
Menübefehl |
Symbol |
|---|---|---|---|
Radiuskorrektur für gesamt Zeichnung |
keine |
Bearbeiten · Radiuskorrektur
oder
Radiuskorrektur in der linken Werkzeugleiste |
|
Radiuskorrektur für Polylinie setzen |
keine |
Context Menü · Rechte Maustaste auf der 2D Zeichnung
oder
Radiuskorrektur in der linken Werkzeugleiste |
|
Bohrloch als Radiuskorrektur in der Mitte setzen |
keine |
Context Menü · Rechte Maustaste auf der 2D Zeichnung
oder
Radiuskorrektur in der linken Werkzeugleiste |
kein |
Ausgewählte Radiuskorrektur löschen |
keine |
Context Menü · Rechte Maustaste auf der 2D Zeichnung
oder
Radiuskorrektur in der linken Werkzeugleiste |
|
Ganze Radiuskorrektur löschen |
keine |
Bearbeiten · Entfernen · Radiuskorrektur |
|
Die folgende Abbildung soll Ihnen verdeutlichen, was bei der Radiuskorrektur mit innerhalb und außerhalb der Kontur gemeint ist.
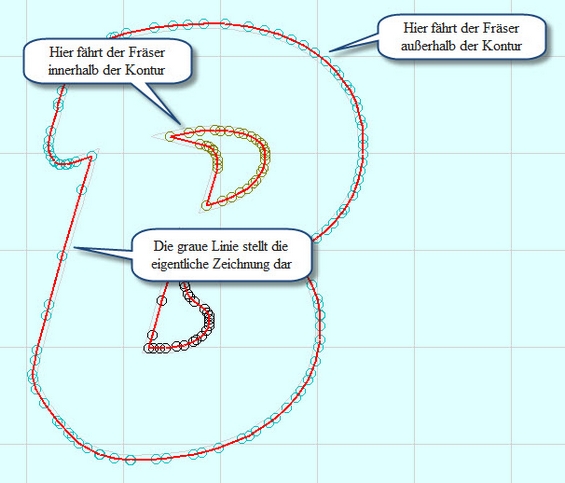
Abbildung 1: Radiuskorrektur innerhalb und außerhalb der Kontur
Die Radiuskorrektur kann auf zwei unterschiedliche Arten ausgeführt werden.
Radiuskorrektur mit mehreren Werkzeugen:
Soll die Radiuskorrektur für die gesamte Zeichnung mit unterschiedlichen Werkzeugen ausgeführt werden, rufen Sie zunächst das Menü "Radiuskorrektur" auf (Menü > Bearbeiten > Radiuskorrektur oder über den Button ![]() in der Werkzeugleiste).
in der Werkzeugleiste).
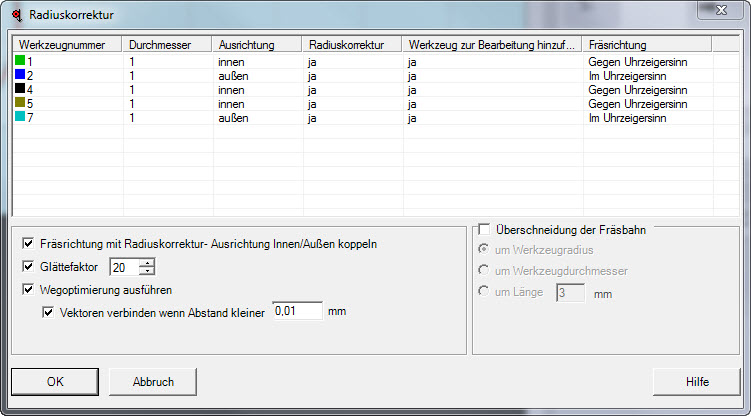
Abbildung 2: Menü "Radiuskorrektur"
Hier gibt es folgende Einstellungsmöglichkeiten (siehe Abbildung 2):
•Werkzeug Durchmesser
Hier können Sie den Durchmesser des entsprechenden Werkzeugs anpassen.
•Ausrichtung
Hier legen Sie fest, ob der Fräser innerhalb/außerhalb oder links/rechts der Kontur fräsen soll.
•Radiuskorrektur
In diesem Feld bestimmen Sie, ob eine Radiuskorrektur ausgeführt werden soll oder nicht.
•Werkzeug zur Bearbeitung hinzufügen
Diese Option erlaubt es Ihnen, ein Werkzeug ein- oder auszuschalten
|
Setzen Sie bei einem Werkzeug das Merkmal "Radiuskorrektur" auf Nein und das Merkmal "Werkzeug zur Bearbeitung hinzufügen" auf Ja, dann fräst die Maschine den eigentlichen Weg ohne Radiuskorrektur. |
•Fräsrichtung
In diesem Feld legen Sie fest, in welcher Richtung das entsprechende Werkzeug fräsen soll.
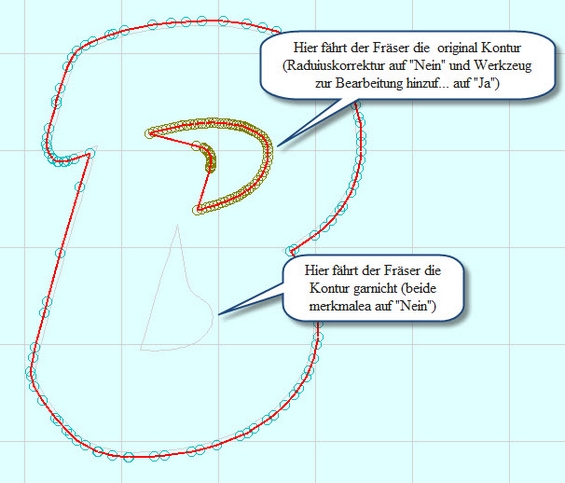
Abbildung 3: Die Bahnen könne ohne Radiuskorrektur zur Bearbeitung hinzugefügt oder ganz deaktiviert werden.
Haben Sie diese Parameter festgelegt könne Sie noch weitere Einstellungen vornehmen. Sie könne festlegen, ob die Fräsrichtung mit der Radiuskorrektur-Ausrichtung (Innen/Außen) gekoppelt werden soll. Außerdem können Sie den Glättefaktor bestimmen und die Wegoptimierung aktivieren. Zusätzlich zur Wegoptimierung können Sie einstellen, dass Vektoren mit einem Abstand kleiner X mm verbunden werden sollen.
Die Wegoptimierung und der Glättefaktor optimieren die Daten vor der Berechnung der Radiuskorrektur. Dadurch ist eine korrekte Berechnung der Bahnen auch unter schwierigen Bedingungen möglich. Bei Dateien mit vielen kleinen Vektoren sollte ein Glättefaktor zwischen 15 bis 45 angegeben werden. Der Glättefaktor verändert die mit Radiuskorrektur erzeugten Daten (siehe Abbildung 4). Die original Vektoren werden nicht verändert. Je höher der Glättefaktor ist, desto weniger kleine Vektoren gibt es - somit wird die Radiuskorrektur grober.
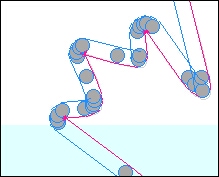
Abbildung 4: Links wurde die Radiuskorrektur mit einem hohen Glättefaktor ausgeführt, rechts dagegen mit einem sehr kleinen Glättefaktor
Radiuskorrektur mit nur einem Werkzeug:
Wenn beispielsweise eine HPGL Datei mit nur einem definierten Werkzeug vorliegt, sieht die Grafik wie folgt aus.
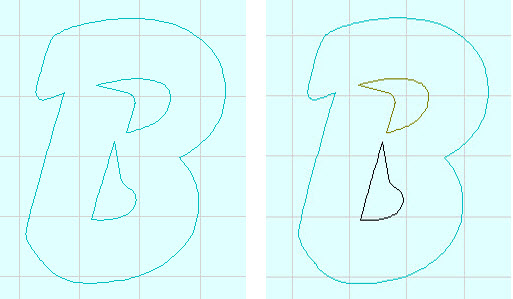
Abbildung 5: Links nur ein Werkzeug, rechts mehrere Werkzeuge
Hieraus ergibt sich nun das Problem, dass bei der Radiuskorrektur, aufgrund des einen Werkzeugs, nur eine Ausrichtung (Innen/Außen) möglich ist und diese auf die gesamte Zeichnung angewendet wird.
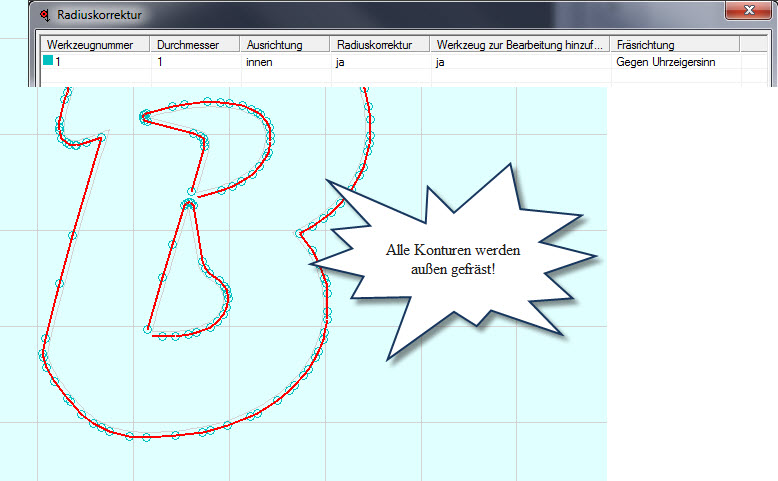
Abbildung 6: Radiuskorrektur mit nur einem Werkzeug
Führt man nun die Radiuskorrektur durch, werden einige Polylinien falsch berechnet (hier die inneren Ausschnitte des "B"). Dieser Effekt ist jedoch nicht erwünscht, da die Ausschnitte des "B" innen der Kontur gefahren werden sollen. Damit die entsprechenden Radiuskorrektur-Bahnen richtig berechnet werden können, müssen Sie zuerst die falschen Radiuskorrektur-Bahnen entfernen.
Hierzu gehen sie nun wie folgt vor:
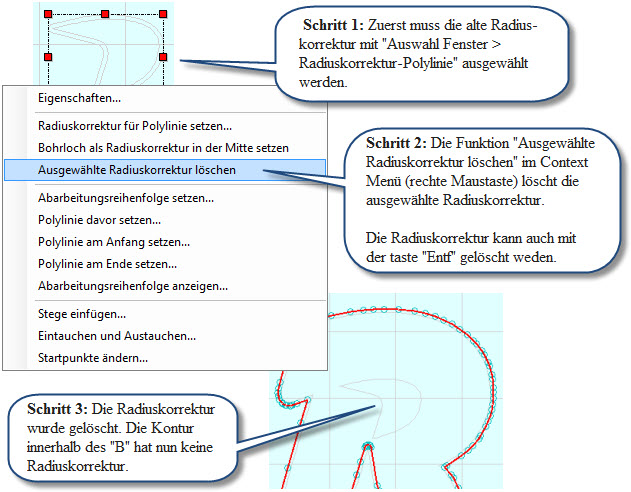
Abbildung 7: Radiuskorrektur wird entfernt
Wenn Sie die drei Schritte durchgeführt haben, müssen Sie nun für die entsprechenden Konturen die richtige Radiuskorrektur vornehmen. Hierzu wählen Sie unter "Auswahl Fenster" die Polylinie aus und markieren die entsprechende Kontur (Polylinie). Anschließend öffnen sie durch einen Rechtsklick das Context-Menü und gehen hier auf "Radiuskorrektur für Polylinie setzen..." (alternativ können Sie diesen Dialog auch über die linke Werkzeugleiste > Radiuskorrektur öffnen). Wenn sich das Menüfenster "Radiuskorrektur für Polylinie setzen..." geöffnet hat, könne Sie nun die Ausrichtung auf "innen" setzen. Haben Sie alle Einstellungen vorgenommen, können Sie diese mit Klicken auf "Setzen" bestätigen. Die Radiuskorrektur wurde für die ausgewählte Polylinie berechnet.
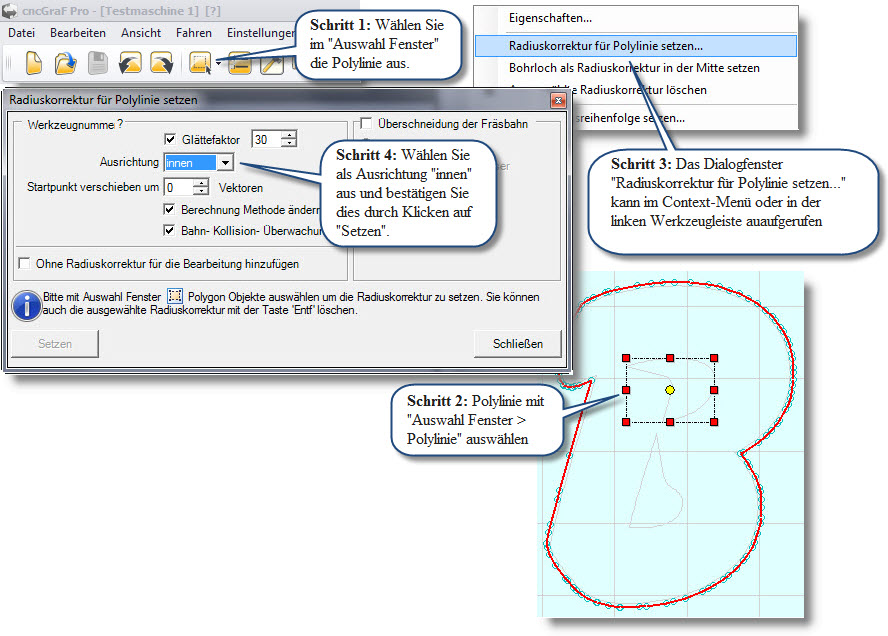
Abbildung 8: Radiuskorrektur wird gesetzt
Haben Sie nun alle Parameter korrekt eingestellt und die Radiuskorrektur ist definiert, sollten Sie, bevor die Daten an die CNC-Anlage weitergegeben werden, eine visuelle Überprüfung der berechneten Radiuskorrektur-Bahnen durchführen. Hierzu können Sie eine Simulation des Bearbeitungsvorgangs durchführen und diesen in der 3D-Ansicht überprüfen.
Vorgehen bei falsch berechneten Radiuskorrektur-Bahnen:
Wenn die Radiuskorrektur einer Polylinie falsch berechnet wurde, gibt es mehrere Möglichkeiten, dieses Problem zu beheben.
•Da Vektoren mit gleichen Koordinaten (verdeckt) bei der Radiuskorrektur nicht zulässig sind und Fehler verursachen, sollten Sie vor jeder Radiuskorrektur eine Wegoptimierung mit der eingeschalteten Option "Vektoren verbinden wenn Abstand kleiner X mm" durchführen (siehe Abbildung 2). Die Wegoptimierung filtert die doppelten Vektoren aus. Mehr zu diesem Thema finden Sie im Kapitel "Wegoptimierung".
•Führt dies weiterhin zu einer Fehlerhaften Radiuskorrektur, sollten Sie den Glättungsfaktor erhöhen - eine Erhöhung löst oft das Berechnungsproblem.
•Die Funktionen "Startpunkt verschieben um" und "Berechnungsmethode ändern" im Dialogfenster "Radiuskorrektur für Polylinie setzen..." helfen ebenfalls falsche/fehlerhafte Berechnungen zu korrigieren.
•Eine Radiuskorrektur für Bohrlöcher zu berechnen, die den gleichen Durchmesser wie der Fräser haben, ist nicht möglich. Hier muss die Funktion "Bohrloch als Radiuskorrektur in der Mitte setzen" verwendet werden.
DIN 66025 Befehle:
cncGraF Pro unterstützt die DIN 66025 Befehle G40, G41 und G42. Weitere Informationen zu diesem Thema finden Sie im Kapitel DIN 66025.
Es ist auch möglich aus einer vorhandenen Radiuskorrektur eine neue Radiuskorrektur zu berechnen.
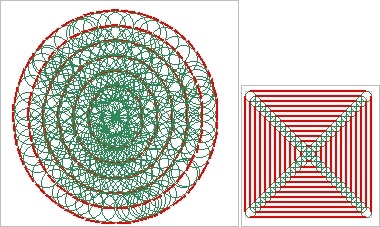
Abbildung 10: Radiuskorrektur aus Radiuskorrektur für Kreis und Rechteck