Geschwindigkeiten |
  
|
Geschwindigkeiten |
|
In diesem Abschnitt werden die Geschwindigkeiten für Eilfahrt, Referenzfahrt und Start/Stop sowie Beschleunigung bestimmt. Diese Werte sind nicht immer angegeben und können durch testen bestimmt werden. In diesem Kapitel soll beschrieben werden, wie man dies durchführt.
Zunächst sollten Sie die Referenzgeschwindigkeit festlegen und anschließend die Eilgeschwindigkeit sowie die Start/Stop Geschwindigkeit.
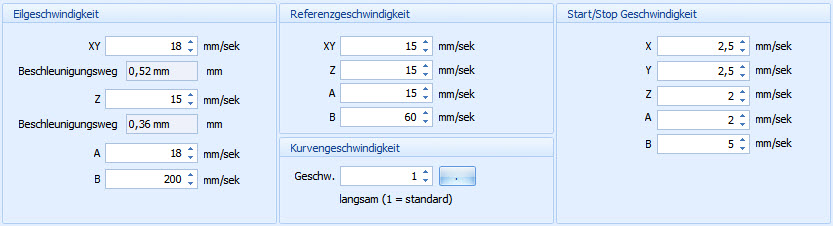
Abhängig vom Winkel und vom Radius zwischen zwei Vektoren wird eine Kurvengeschwindigkeit berechnet. Durch Erhöhung des Wertes Geschw. wird die Kurvengeschwindigkeit zwischen den beiden Vektoren erhöht. Das hat zur Folge dass die Maschine schneller durch die Kruven fährt . Die Default Einstellung ist 1.
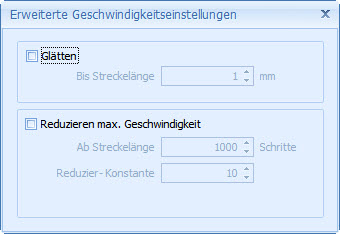
Im Bereich Kurvengeschwindigkeit befinden sich erweiterte Geschwindigkeiteinstellungen. Die Funktion Glätten reduziert die Beschleunigung auf sehr kurzen Strecken (bis 2mm).
Wenn die Maschine nur sehr kurze Strecke (wenige Schritte) mit maximalen Geschwindigkeit fährt und gleich abbremst dann kann das zum Ruckeln der Maschinen führen. Um das zu reduzieren, kann die Funktion "Reduzieren max. Geschwindigkeit" aktiviert werden. Der Parameter "Ab Streckenlänge" definiert die minimale Strecke, die mit maximalen Geschwindigkeit gefahren werden soll. Ist die Strecke kleiner, dann wird die Geschwindigkeit reduziert. Der Parameter "Reduzier- Konstante" definiert wie stark die Endgeschwindigkeit reduziert wird. Je höher dieser Wert desto kleiner die Endgeschwindigkeit.
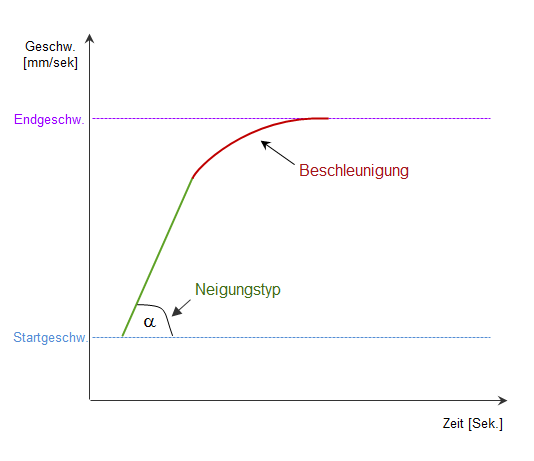
Beschleunigung und Beschleunigungskurve (Anfahrrampe):
Hier legend Sie die Werte für die Anfahrrampe (Weg von Referenzgeschwindigkeit bis Stillstand und umgekehrt) der Referenzfahrt fest. Diese muss eingestellt werden, um zu verhindern, dass die Maschine mit voller Referenzgeschwindigkeit auf die Referenzschalter auffährt und diese somit evtl. beschädigt. Hierzu gehen sie zum Menüpunkt "Beschleunigung" > "Referenzfahrt".
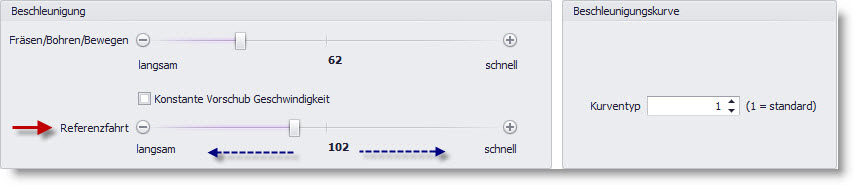
Die Anfahrrampe können Sie durch Verstellen des Schiebereglers einstellen. Je höher der angezeigte Wert ist, um so steiler (schneller) ist die Anfahrrampe. Außerdem können Sie die Rampe durch Verstellen des Kurventyps beeinflussen. Wenn Sie den Kurventyp verändern, ändert sich der Beschleunigungs- bzw. Abbremsweg (dies können Sie unter "Eilgeschwindigkeit > Beschleunigungsweg" sehen). Standardmäßig ist der Kurventyp auf Stufe 1 (Skala von 1 bis 6). Je höher der gewählte Wert ist, umso kürzer wird der Beschleunigungsweg. Das Verstellen des Kurventyps ist jedoch nur sinnvoll, wenn Sie eine Maschine mit sehr hoher Maximalgeschwindigkeit haben (z. B. 300 mm/sek).
Konstante Vorschub Geschwindigkeit:
Mit dieser Option beeinflussen Sie das Verhalten der Maschine bei diagonalen (interpolierten) Fahrten oder bei Kreisbewegungen (hier werden immer zwei Motoren gleichzeitig angesteuert). Wenn man eine diagonal verlaufende Fahrt durchführt, ist der verfahrene Weg länger als bei Fahrten die nur in X oder Y verlaufen. Wenn die Achsengeschwindigkeit nun auf beispielsweise 20 mm/sek eingestellt ist versucht die Maschine diese Vorgabe einzuhalten. Um jedoch diagonal eine Strecke von 20 mm/sek zurücklegen zu können muss die tatsächliche Motorengeschwindigkeit erhöht werden.
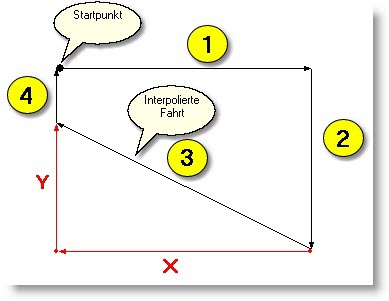
| Funktion aktiv: | Ist die Funktion aktiviert, passt die Steuerung nicht die Geschwindigkeit der Motoren an (die Geschwindigkeit wird konstant auf 20 mm/sek gehalten). |
Funktion inaktiv: Bei ausgeschalteter konstanter Geschwindigkeit wird die längere interpolierte Strecke (Vektor 3) in der gleichen Zeit verfahren, was aber bedeutet, dass die tatsächliche Motorengeschwindigkeit höher ist.
Wie prüfen Sie, ob die Anfahrrampe richtig eingestellt ist?
Führen Sie hierzu eine Referenzfahrt aus. Fährt die Maschine zu "hart" auf die Referenzschalter auf, müssen sie den Wert mit dem Schieberegler erhöhen. Dies machen Sie solange, bis Sie die optimale Geschwindigkeit eingestellt haben.
Als nächstes können Sie noch den Wert für Fräsen/Bohren/Bewegen einstellen. Dieser Wert kann vom Wert der Referenzfahrt abweichen. Man kann hier einen niedrigen Wert wählen, da man auf keine feststehenden Komponenten der Maschine auffährt und somit nichts beschädigen kann. Zur zeitlichen Optimierung der Bearbeitung eines Werkstücks sollte der Wert jedoch auch nicht zu niedrig gewählt werden.