Optionen |
  
|
Optionen |
|
Im Dialogfenster "Optionen" befinden sich alle Programmeinstellungen, die in mehrere Bereiche aufgeteilt sind.
Beschreibung |
Taste |
Menübefehl |
Symbol |
|---|---|---|---|
Einstellungen des Programms anpassen. |
keine |
Einstellungen · Optionen |
|

Allgemein:
Das Arbeitsverzeichnis wird beim Öffnen des Dialogfensters "Datei öffnen" als Ausgangsverzeichnis ausgewählt. Dezimalzahlen können kultur-spezifisch oder mit Punkt '.' angezeigt werden.
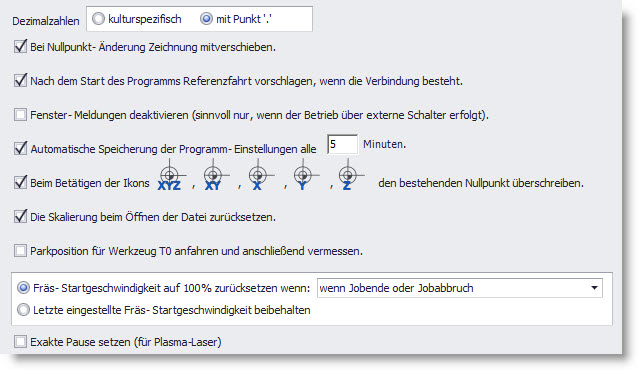
Abbildung 1: Allgemeine Einstellungen
Die Funktion "Beim Betätigen der Icons ![]() ,
, ![]() ,
, ![]() ,
,![]() ,
,![]() den bestehenden Nullpunkt überschreiben" hat folgende Aufgabe (siehe Beispiel 1 und 2):
den bestehenden Nullpunkt überschreiben" hat folgende Aufgabe (siehe Beispiel 1 und 2):
Beispiel 1 (Funktion ist deaktiviert):
1.Es existiert ein Nullpunkt mit den Koordinaten X = 10, Y = 20, Z = 70.
2.Eine Position mit Koordinaten X = 10, Y = 5; Z = 70 wurde angefahren.
3.Durch Betätigen des Schalters ![]() wird ein neuer Nullpunkt mit Koordinaten X = 10, Y = 5; Z = 70 angelegt. Der alte Nullpunkt mit den Koordinaten X = 10, Y = 20, Z = 70 wird deaktiviert und existiert weiter in der Liste der Nullpunkte.
wird ein neuer Nullpunkt mit Koordinaten X = 10, Y = 5; Z = 70 angelegt. Der alte Nullpunkt mit den Koordinaten X = 10, Y = 20, Z = 70 wird deaktiviert und existiert weiter in der Liste der Nullpunkte.
Beispiel 2 (Funktion ist aktiviert):
1.Es existiert ein Nullpunkt mit den Koordinaten X = 10, Y = 20, Z = 70.
2.Eine Position mit Koordinaten X = 10, Y = 5; Z = 70 wurde angefahren.
3.Durch Betätigen des Schalters ![]() wird ein neuer Nullpunkt mit Koordinaten X = 10, Y = 5; Z = 70 angelegt. Der alte Nullpunkt mit den Koordinaten X = 10, Y = 20, Z = 70 wird überschrieben.
wird ein neuer Nullpunkt mit Koordinaten X = 10, Y = 5; Z = 70 angelegt. Der alte Nullpunkt mit den Koordinaten X = 10, Y = 20, Z = 70 wird überschrieben.
Die Funktion "Exakte Pause setzen" sollte aktiviert werden, wenn Sie mit einem Plasma-Laser arbeiten. Ist diese Funktion nicht aktiviert, stoppt zwar die Maschine beim Betätigen der Pause-Taste an der gewünschten Stelle, jedoch für das Wiederanfahren setzt sie zum Anfang des angebrochenen Vektors zurück. Bei CNC-Fräsarbeiten hat dies keine signifikante Auswirkung, würde jedoch bei Plasmaschneidern zu einer Fehlfunktion führen.
Meldungen:
Vor dem Start eines Job's kann die Position der Zeichnung, des Werkstücks, das Vorhandensein des Befehls M03 (nur DIN 66025) und ob die Referenzfahrt ausgeführt würde, überprüft werden.
Damit die Überprüfung stattfindet, muss die entsprechende Meldung angewählt sein.
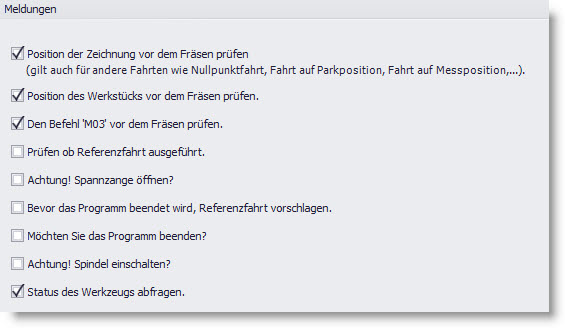
Abbildung 2: Alle Meldungen im Überblick.
Die Meldungen bedeuten im Einzelnen folgendes:
Position der Zeichnung vor dem Fräsen prüfen. |
|---|
Falls angewählt, wird überprüft ob die Zeichnung im Werkstück liegt. Falls diese Bedingung nicht erfüllt ist, erscheint eine Warnmeldung. |
Position des Werkstücks vor dem Fräsen prüfen. |
|---|
Falls angewählt, wird überprüft ob das Werkstück im Arbeitsbereich der Maschine liegt. Falls diese Bedingung nicht erfüllt ist, erscheint eine Warnmeldung. |
Den Befehl "M03" vor dem Fräsen prüfen. |
|---|
Falls angewählt, wird überprüft ob in der eingelesenen NC Datei der Befehl "M03" ( Fräser ein) vorhanden ist. Im Falle, dass dieser Befehl nicht vorhanden ist, könnte die Fräse ohne eingeschaltete Spindel ins Werkstück fahren. |
Prüfen, ob Referenzfahrt ausgeführt worden ist. |
|---|
Nach dem cncGraF Pro gestartet wurde, muss immer zu Beginn eine Referenzfahrt ausgeführt werden. Falls diese Abfrage angewählt ist, prüft cncGraF Pro ob die Referenzfahrt ausgeführt worden ist. Falls keine Referenzfahrt ausgeführt wurde, dann wird die oben stehende Meldung ausgegeben. |
Achtung! Spannzange öffnen? |
|---|
Ist diese Option gewählt, wird die Spannzange nicht sofort geöffnet (die Spindle könnte sich ja noch drehen) und es wird die oben stehende Abfrage ausgegeben. |
Bevor das Programm beendet wird, Referenzfahrt vorschlagen. |
|---|
Bei großen Maschinen ist es nützlich wenn die Maschine zuerst auf den Maschinennullpunkt zurückgefahren wird bevor das Programm verlassen wird. Ansonsten muss beim Neustart des Programms eine langsame Referenzfahrt ausgeführt werden. |
Möchten Sie das Programm beenden? |
|---|
Bei der oben angewählten Option wird vor Beenden des Programms noch gefragt, ob cncGraF Pro wirklich beendet werden soll. |
Achtung! Spindel einschalten? |
|---|
Die Spindel wird bei "Manuell bewegen" nicht sofort eingeschaltet, stattdessen wird bei dieser angewählten Option die oben stehende Abfrage ausgegeben. |
Status des Werkzeugs abfragen. |
|---|
Wenn ein automatischer Werkzeugwechsler verwendet wird, dann wird nach dem Programmstart der Status des Werkzeugs von cncGraF Pro abgefragt. |
Text - Editor:
Hier kann ein externer Text-Editor verknüpft werden, der die Dateien: HPGL, DIN 66025 oder Sieb & Meier laden kann. Wenn einer der genannten Dateien mit cncGraF Pro geöffnet ist, dann kann im Pulldown-Hauptmenü "Datei > Bearbeiten mit Editor" die Datei mit dem Text-Editor geöffnet werden. GRF-Dateien können nicht mit einem externen Text-Editor bearbeitet werden.
Farben und Raster:
Hier können Farbeinstellungen, für bestimmte Funktionen und Anzeigen vorgenommen werden. Hierzu zählen folgende Punkte:
•Eilgang Vektoren •Start-/Endpunkte der Vektoren •Inaktive Vektoren •Abtast-Fläche |
•Fräsrichtung •Radiuskorrektur •Startpunkte |
Außerdem kann hier die Rastergröße festgelegt werden. Diese ist variabel und kann in Millimetern oder Zoll dargestellt werden. Die Anzeige der einzelnen Elemente kann auch im Pulldown-Hauptmenü "Ansicht" ein- oder ausgeblendet werden.
Schrift und Icons:
In diesem Menü können die einzelnen Symbolleisten (Standard, Ansicht, Zeichnung bearbeiten, Wegoptimierung, Radiuskorrektur) konfiguriert werden. Durch setzen von Häkchen können Sie hier bestimmen, welches Icon angezeigt werden soll und welches nicht. Außerdem können Sie die Anzeigegröße der Icons ändern und die Schriftart für die Anzeige von absoluten und relativen Koordinaten festlegen.
3D:
Hier können Sie die 3D-Ansicht aktivieren oder deaktivieren. Sie haben auch die Möglichkeit festzulegen, ob der Maschinenbereich und das Werkstück angezeigt werden sollen. Mit Schiebereglern können Sie die Farbtransparenz festlegen.
Beim Laden einer Datei kann definiert werden, ob die Datei automatisch auf den Nullpunkt, mittig auf das Material, mittig auf den Nullpunkt oder auf die Original Position gesetzt werden soll. Sie können auch einstellen, dass nach dem Öffnen einer Datei das Fenster "Einheiten und Skalierung" geöffnet wird. Zusätzlich können Sie die Funktion "zuletzt verwendeter Dateityp anzeigen" aktivieren.
DIN 66025:
Bei DIN 66025 Dateien sind die (Befehl "F") Geschwindigkeiten immer in Millimetern pro Minute angegeben. Da cncGraF Pro alle Geschwindigkeiten in Millimetern pro Sekunde nutzt, werden sie automatisch umgerechnet. Die Geschwindigkeiten können mit einem Faktor angepasst oder aus dem Werkzeuglager entnommen werden.
|
Erst nachdem die Datei geladen worden ist, werden die Geschwindigkeiten (falls vorhanden) dieser Datei in der Tabelle angezeigt. |
Beschreibung |
Taste |
Menübefehl |
Symbol |
|---|---|---|---|
DIN 66025 zeigt alle Geschwindigkeiten der geöffneten DIN 66025 Datei an |
keine |
Einstellungen > Optionen > DIN 66025 |
kein |

Abbildung 3: DIN 66025 Parameter
Es können folgende DIN 66025 Einstellungen vorgenommen werden:
•Der Faktor multipliziert die Geschwindigkeiten aus Datei. Der Wert 1 ändert die Geschwindigkeiten aus Datei nicht.
•Definition der Buchstaben für die 4. Achse.
•Definition der Buchstaben für die 5. Achse.
•Befehl G02/03 (Kreisbogen in Uhrzeigersinn und Gegenuhrzeigersinn) immer relativ.
•Z Vektoren invertieren, Richtung der Z-Achse wird geändert.
•Bohrspindel-Anlaufzeit in Millisekunden.
•Befehle M20 und M21 für Plasma-Brenner.
•Für Befehl M21 kann eine Anlaufzeit in Millisekunden angegeben werden. Die Anlaufzeit wird automatisch für DIN 66025 hinzugefügt.
•Anzeige der Bohrpunkte als Kreuze.
•Angabe der Bogenauflösung zwischen "niedrig" und "hoch".
•Definition der Relais (M Befehl). Mit Hilfe dieser Relais können über eine DIN 66025 Datei bestimmte Geräte ein- oder ausgeschaltet werden.
•Schalten des Relay für M04 (Spindel Linkslauf).
HPGL:
Manchmal ist es praktisch, dass das Werkzeug nach dem Eintauchen ins Material nicht sofort mit dem Fräsvorgang fortfährt, sondern eine Zeit lang stehen bleibt. Um das zu erreichen, muss eine "Wartezeit nach Werkzeug senken" in Millisekunden eingegeben werden. Wenn vor dem Heben des Werkzeugs das Werkzeug noch eine Zeit lang im Material stehen bleiben soll, muss eine "Wartezeit vor Werkzeug heben" in Millisekunden eingegeben werden. Vor dem Arbeitsprozess kann eine Bohrspindel-Anlaufzeit in Millisekunden für das Hochfahren der Frässpindel definiert werden.
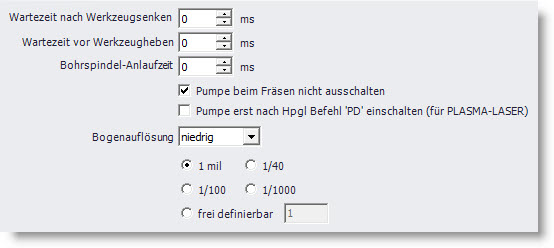
Abbildung 4: Alle Einstellungen des HPGL Interpreters im Überblick.
DXF:
Mit der eingeschalteten Option "Z Höhe ignorieren" werden alle DXF-Dateien als 2D-Dateien geladen. Damit werden die Z Werte in der DXF-Datei ignoriert und sind immer 0 (siehe auch Kapitel "DXF Interpreter").
Sieb & Maier:
Es gibt zwei unterschiedliche Typen von Bohrdateien (siehe Bohrdaten Interpreter). Durch das Setzen des Häkchen in der Option 'immer 5 - stellig' wird zwischen den beiden Formaten gewählt.
Postscript:
Hier kann die Bogenauflösung (niedrig, mittel, hoch und sehr hoch) ausgewählt werden.
|
Die geänderten Einstellungen beeinflussen vorher geladene Dateien nicht. Deshalb müssen zuerst die Einstellungen vorgenommen und dann die gewünschte Datei geöffnet werden. |