Werkzeuglager |
  
|
Werkzeuglager |
|
Das Dialogfenster "Werkzeuglager" verwaltet zwei Werkzeuglisten - Vektoren (für HPGL und optional für DIN 66025, siehe "Optionen") und Bohrpunkte (nur für Sieb & Maier) - die jeweils bis zu 100 Werkzeuge verwalten. Jedem Werkzeug können diverse Eigenschaften wie Vorschubgeschwindigkeit, Eintauchtiefe, Durchmesser, etc. zugewiesen werden, um sie beim späteren Fräsvorgang oder bei der Berechnung der Radiuskorrektur automatisch zu nutzen. In der Kolumne "Aktiv/Nr" können einzelne Werkzeuge deaktiviert bzw. aktiviert werden. Die Polylinien der inaktiven Werkzeuge werden in der Zeichnung nicht angezeigt und später im Fräsvorgang nicht verwendet.
Beschreibung |
Taste |
Menübefehl |
Symbol |
|---|---|---|---|
Werkzeuglager |
[Strg + T] |
Einstellungen > Werkzeuglager > Anpassen |
|
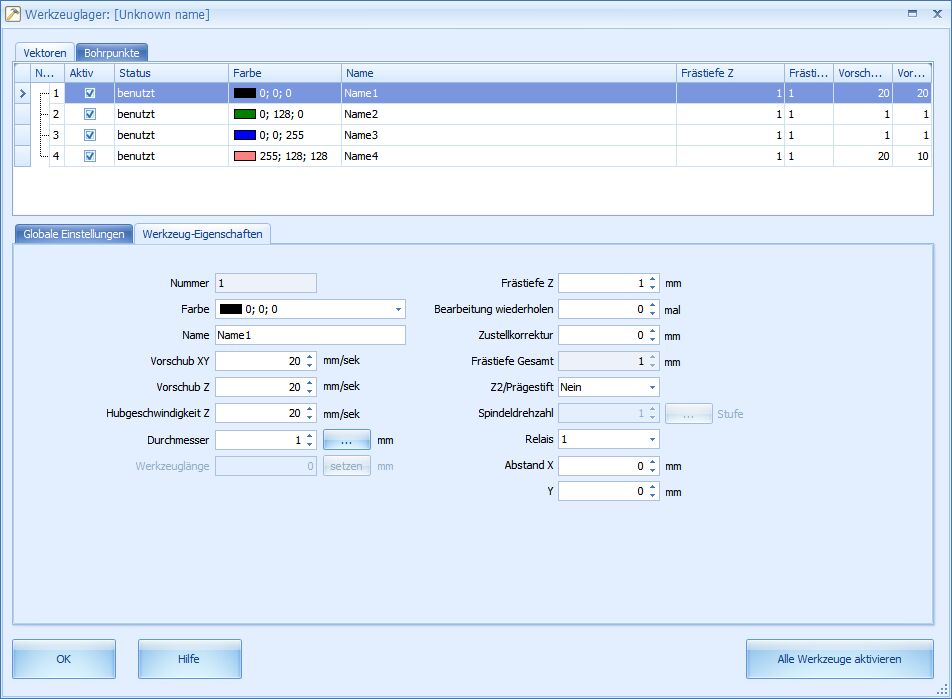
Abbildung: Dialogfenster "Werkzeuglager"
Abhängig von der Eintauchtiefe und der Art des Werkzeuges verändert sich der Durchmesser. Als Hilfsmittel für die Ermittlung des Durchmessers dient das Dialogfenster "Durchmesser berechnen", das durch das Anklicken des Symbols ![]() neben dem Eingabefeld "Durchmesser" erscheint. Die Ermittlung des Werkzeug-Durchmessers ist zur Zeit nur für Gravierstichel möglich. Der Durchmesser wird für die Radiuskorrektur benötigt.
neben dem Eingabefeld "Durchmesser" erscheint. Die Ermittlung des Werkzeug-Durchmessers ist zur Zeit nur für Gravierstichel möglich. Der Durchmesser wird für die Radiuskorrektur benötigt.
Die Spindeldrehzahl kann in 16, 24, 32 und 255 Stufen geregelt werden. Durch das Anklicken des Symbols ![]() neben dem Auswahlfenster "Spindeldrehzahl" werden die Bereiche für die Stufen festgelegt. In der Spalte Z2 der Werkzeugtabelle können die Werkzeuge auf die 4. Achse als Z2 umgeleitet werden. Diese Funktion wird nur für 2D Daten wie HPGL verwendet werden. Bei DIN 66025 müssen die Daten für die 4. Achse als Z2 bereits in der Datei stehen.
neben dem Auswahlfenster "Spindeldrehzahl" werden die Bereiche für die Stufen festgelegt. In der Spalte Z2 der Werkzeugtabelle können die Werkzeuge auf die 4. Achse als Z2 umgeleitet werden. Diese Funktion wird nur für 2D Daten wie HPGL verwendet werden. Bei DIN 66025 müssen die Daten für die 4. Achse als Z2 bereits in der Datei stehen.
|
Die Option "Nur benutzte Werkzeuge anzeigen" beschränkt die Anzeige auf die Werkzeuge, die von der aktuell geöffneten Datei verwendet werden. |